Blue Supply New £5 Million Recycling Plant
Back to all News ArticlesLondon, United Kingdom
20th November 2019
0 comments
Blue Supply New £5 Million Recycling Plant
Waste Systems

The MP for Leamington Spa and Warwick, Matt Western has formally opened Fortress Waste’s new state of the art, Dry Mixed Recyclables, (DMR) waste recycling plant, which was designed and supplied by Blue Southern. Most impressively, the plant, which cost in excess of £5 million, has been constructed within a building measuring just 730sq. metres and 6.5m high
Fortress were looking to reduce the amount of waste they were sending to landfill and recover more of the material for recycling from the DMR collected from the many commercial businesses they service. Current landfill charges were having a significant impact on the business due to the fact that Fortress are handling around 22,500 tonnes of DMR waste per annum.
The main objective of the plant was to reduce the amount going to landfill by around 50%, resulting in immediate, and considerable savings in landfill charges. Utilising the technology proposed by Design Engineer at Blue Southern, Tom Rutherford, the plant is already achieving 98% purity on cardboard and paper. At this level, the business is able to sell the 9,900 tonnes of paper and card they take in at a premium price, and therefore generate a significant income from the waste. Something they were not doing previously.
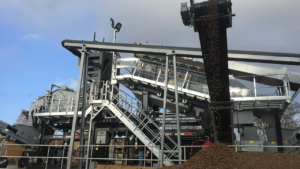
The process begins with a Fuchs MHL 250 material handler feeding a specifically chosen Untha XR3000 shredder, processing at 30tph. The shredder has a defined cutting action, taking the material down to a very precise particle size and making it ideal for the optical sorters incorporated within the plant. Although the capacity of the plant can increase, initially Fortress are looking to run the plant at around 9 tonnes per hour, 10 hours per day and for 5 days per week. This means the shredder must initially feed a 80m3 dosing bunker via one of the many Westeria conveyors which make up the backbone of the plant. This allows the shredder to only operate at certain times, maximising running efficiency and permitting for maintenance on the shredder without effecting the running of the plant.
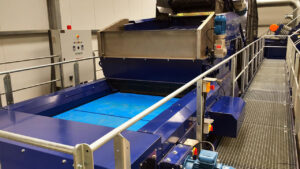
From the dosing bunker the material is fed into a Hartner Ballistic Separator, which separates the 2D and 3D material whilst also extracting the <50mm files from the waste steam via perforations in the paddles. All the ferrous is removed from this <50mm, before it is deposited into one of the seven moving floor bunkers within the plant. The 3D material falls back from the ballistic separator with any ferrous and non-ferrous extracted via an overband magnet and eddy current separator. This particular stream then moves to one of the three Tomra Optical Sorters integrated within the plant, which extracts the plastic bottles for recycling to leave a remaining RDF material. This 4,750 tonnes of RDF makes up for around 21% of the total amount of waste processed and will equate to a cost saving of around £30 per tonne compared with landfill charges, following its separation from the rest of the waste. The 2D material taken from the Ballistic Separator moves directly to a DiscSpreader® material distribution system made by Westeria®. This Patented system ensures perfect, reliable material distribution across a 2800mm wide acceleration belt for a further optical sorter. Due to the requirement of 98% purity for the paper and card, this particular sorter will positively sort this waste stream, even though paper and card makes up 70% of the total 2D material feeding into this component of the plant. Overall with the other two optical sorters in the plant, 16,000 litres of air will be required for the plant to function effectively, with the pressure in the manifold bar being between 8.5br and 10br at all times. The paper and cardboard extracted moves forward to its specific 50m3 moving floor bunker, while the remaining 2D material moves through a second optical sorter to separate and film from the remaining residual material. Each of the seven materials separated, being paper/card, ferrous, film, plastic bottles and non-ferrous, as well as residual and fines are quality checked before the material enters its respective bunker. This is because purity of the final material is critical in achieving the plant’s objectives set by Fortress. Another key aim of the plant was for it to include a high level of automation, freeing up labour for alternative tasks across the site. One such example can be found within the bunkers, which have built in weigh cells. Once the cells indicate there is sufficient material for a bale, the bunker automatically opens, taking precisely enough material to the Marathon 2R250 baler, which in turn feeds a cross wrap direct with steel tie. Alternatively, should the material not require baling, the Westeria conveyor feeding the baler is bi-directional meaning the waste stream they can bypass the baler and go direct to lorry. Overall the system is looking to produce around 80 bales of the various materials each day. Commenting on the plant Blue Group’s Tom Rutherford said, ‘After listening to the customers objectives we knew it was going to be a challenge to meet those aims in such a compact space. Our experience however has allowed us to create a highly automated plant, utilising almost every inch of the site which will recover numerous materials to a very high purity level.’ Fortress Managing Director David Pass, also highlighted, ‘We have invested heavily in this plant which incorporates the very latest technologies to ensure we are the forefront of waste recycling in the UK. Not only will the plant reduce our costs but also generate significant income via the recovered materials, meaning the costs of the plant will be recuperated in a very short period of time”. Matt Western, Local MP, also commented “It’s terrific news to see such a significant and positive investment in Warwick and Leamington and I welcome the contribution this will make to the local area. Investing in the future of recycling is vital to our future environmental and economic aims. As we look to create a circular economy where we recycle and reuse the waste we generate, it is exceptionally pleasing to see private companies such as Fortress invest in technology that will help us achieve our recycling objectives.”
""
After listening to the customers objectives we knew it was going to be a challenge to meet those aims in such a compact space. Our experience however has allowed us to create a highly automated plant, utilising almost every inch of the site which will recover numerous materials to a very high purity level.
Tom Rutherford, Blue Group
News